
PMI (Positive Material Identification) testing is the analysis of materials to determine the chemical composition of a metal or alloy at particular (usually multiple) steps of alloy manufacturing or in-process alloy installation. Knowing the exact composition and grade of an alloy enables suppliers, plant workers, and other responsible parties in the chain of custody of components to match alloy specifications that are chosen for their specific properties such as heat resistance, corrosion resistance, durability, etc.

OES Analysis (Optical Emission Spectroscopy) provides analysis of metals down to trace
levels and is less destructive than another type of analysis.
While it requires prepping the flat surface with some grinding to ensure a clean burn,
it leaves the sample relatively intact in case further analysis is needed.

Carbon and Sulphur analyzer is often used to analyze chemical composition of seamless
stainless steel pipe.
Macroscopic Examination, also called Macro Test or Macro Examination, evaluates the
quality and consistency of a test sample using only low or no magnification.

The tensile test specimen serves to determine the strength and ductility characteristics i.e. yield strength, tensile strength and elongation. Tensile tests are normally carried out at the room temperature according to DIN, ASTM, BS standards etc.

Samples from each lots are tested to ensure that the hardness of the tube is within
permissible limits.

The flaring test serves to establish the forming behavior of tubes or pipes which is
expanded to specific degree. This flaring test is carried out in conformity
with the code requirements. The specimen to be tested is expanded in a press to the
degree specified. Defects which occurs as result of this process are not permissible.
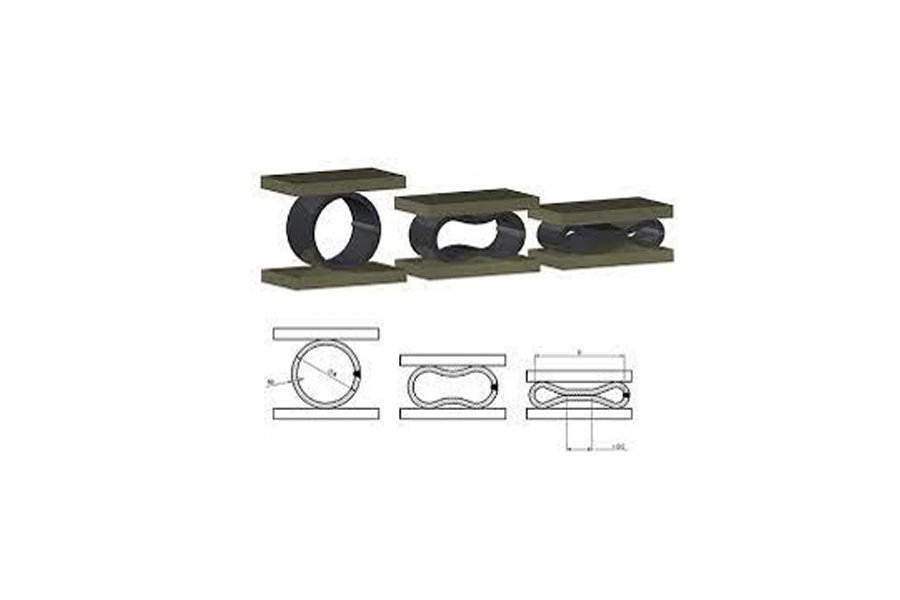
Flattening test mainly serves to detect microscopic internal and external flaws. It involves compressing a tubular ring between two planes parallel placed to a predetermined distance. Incipient cracks and internal or external defects which occur as result of this process are not permissible. The flattening test is conducted as described in ASTM A450 / SDYM S530.etc.

This is a robust test to measure the ductility of Steel tubes. The end of a typical steel
tube is expanded until a specific diameter is achieved that corresponds
to a specific angle of drift. A steel tube is considered to have passed the Drift
Testing if it shows no sign of cracks, splits or other stress marks at the end of
this test.

Impact test is to test the notch toughness of pipe fittings' material and study
temperature-dependent ductile-brittle transition.

Intergranular Corrosion (IGC) or Intergranular Attack (IGA), is an efficient test for
screening a material’s corrosion resistance under certain conditions.
Using a variety of methods, including ASTM A262, ASTM G28 and ASTM A763, it also
provides critical data about the metals corrosion resistance to prevent failures
in the field.

If asked by the customer, pipes are subjected to Ultrasonic testing. An acoustic transmitter probe generates a sound beam which is applied to test piece using oil as couplant. The Ultrasonic Test Equipment is calibrated using a reference test piece which artificial test which is from the same pipe lot that is to be tested. The tested tubes are considered flawless if they do not cause any indications longer than that produce by the reference test piece. The Ultrasonic Test is conducted as described in ASTM E 213/A-450.

This test is used to detect hidden flaws, in homogeneties, cracks etc. using the test
procedure described in ASTM E-426. Flaw Mark detector with digital data
recorder is used for testing length of the tube.

All tubes and pipes produced are compulsorily subjected to 100% hydro testing. Hydrostatic Testing can be carried out at pressures upto 450kg/cm sq. The test pressure is achieved using high pressure triple plunger pumps. If specified, customers or their deputed inspection agencies can witness 100% hydro testing at our plant. For thin wall tubes Pneumatic Testing (Air under water) is done at 300 psi max. Air pressure.

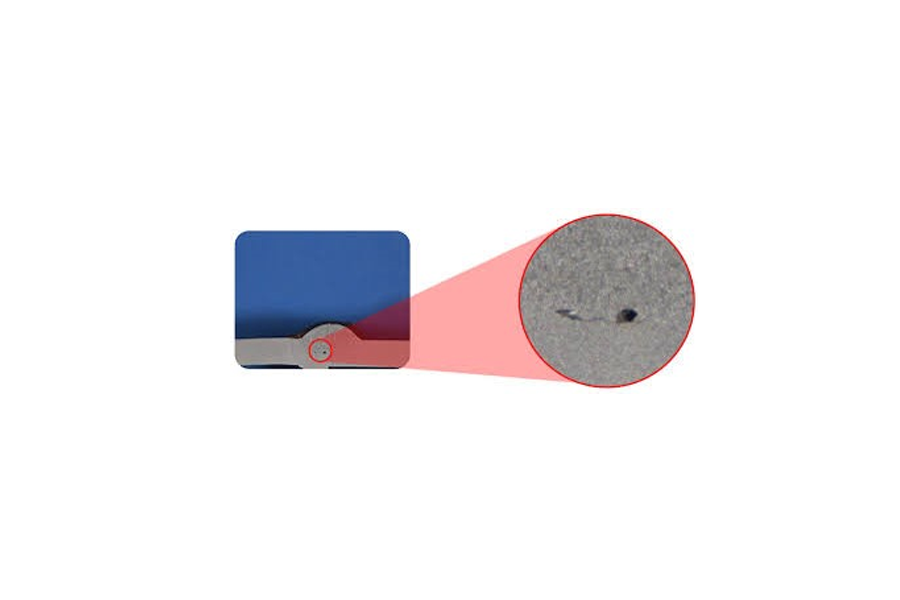
Visual inspection is the first step in assessing a pipe’s condition. Features to observe
are cracks, erosion, corrosion, debris, grinding, scouring,
manufacturing defects, discolouration, weld splatter, location of insertions and state
of the coating.
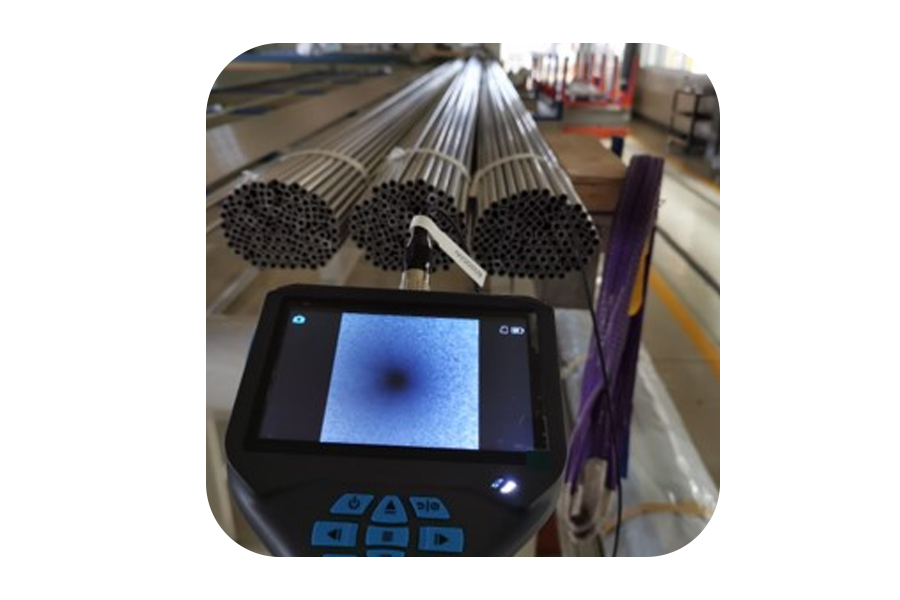
Borescopes are mostly used in non-destructive testing techniques for recognizing defects or imperfections. The main function of the industrial Boroscope is to detect the inside of the pipe, the instrument and the inside, which are not recognized by the human eye, and mainly check the surface of the pipe and the weld for cracks, white spots, blisters, pores, and slag inclusions. Splashes, scales, pits, paint, and rust on the weld surface of the workpiece are eliminated before inspection.
